ビオディナミック ルナ1.1【ウォーターフォード】

商品コード:5391536631383
購入数
ポイント:99
WATERFORD
BIODYNAMIC LUNA: EDITION 1.1
700ml/50.0%
今回、日本初入荷となる「アケイディアンシリーズ ウォーターフォード ビオディナミック ルナ 1.1」をご案内させていただきます。「アケイディアンシリーズ ビオディナミック ルナ 1.1」は、ビオディナミック農法で栽培されたアイルランド産有機大麦のみを使用して作られた、世界で初めてのビオディナミックウイスキー。
アケイディアンシリーズは、有機栽培やビオディナミック農法を用いた特別な麦の栽培製法を用いた大麦で作る限定シリーズ。ビオディナミック農法で栽培された大麦がどの程度、ウイスキーにおいて香りや味わいに影響を及ぼすのかという疑問に対する実証を行った本ボトル。
通常品以上に自然で繊細な甘さとフローラルで緑っぽいノートが特徴。
まだ青っぽさを残すグランシャンパーニュ地域のコニャックや白ワインを想わせる香りと味わい。

※「バイオダイナミクス」と呼ばれるビオディナミは、ビオロジック農法がベースとなった有機農法です。オーストリアの人智学者ルドルフ・シュタイナーが20世紀に提唱した理論に基づいて生まれた農法で、土壌や植物、生物はもちろん、天体の動きまでも反映した独特な栽培方法として知られています。月の満ち欠けによる農業スケジュールや使用する肥料にも制限があります。写真は、水牛の角に大麦の種を入れて植え付けを行うビオディナミック農法の一つ。象徴的な写真です。
~テイスティングコメント~
香り:プラム、アプリコットジャム、フレッシュフルーツサラダ、冷たいコーヒー、レモンケーキ、アーモンド入ミルクチョコレート、土、発酵のパン生地、ブラウンシュガー、ハーブティー、ザーッと降った雨の後の地面と藁。
味わい:一貫してスパイシーさを感じる。白胡椒、クローブ、グリーンペッパー、ハラペーニョ、ダークチョコレート、リコリス、麦芽ビスケット、ペッパーミントティー、グレープフルーツ。
フィニッシュ:ホットでスパイシーな余韻が長く続く。ドライながら、口を包み込む粘性があり、ミントティーのヒント。
(生産者コメントより)
熟成年:3年2か月
ボトリング本数:21,000本リリース
構成樽種:アメリカンファーストフィルバーボンバレル35%、新樽17%、フレンチオーク樽26%、VDN樽 22%
平均発酵時間:194時間 水:火山帯水層
麦品種構成:オリンパス のみ(単一品種)
発酵酵母:マウリ社のディスティラリー酵母
生産者(蒸留所)について
ウォーターフォード蒸留所は、7年前の2014年にアイルランド ウォーターフォード市 グラッタン・キーで創業致しました。地理的にはアイルランドの中でも南西部にあたり、ミドルトン(ジェムソン)で有名なアイルランド最南西部にあるコーク市の東側に隣接した場所に位置しています。もともとは黒ビールとして有名なディアジオ社ギネスグループの工場だったものを買収して、醸造工場から蒸留所へと改築したものが現在のウォーターフォード蒸留所です。「個々の農場の繊細な違いを楽しみ、それらを組み合わせて、世界で最もユニークで複雑な奥深いシングルモルトウイスキーを作り出す。」というコンセプトを掲げ、アイルランドの個々の畑の大麦の味わいとテロワールに焦点を当て、2016年1月から蒸留を開始しました。現在日本国内では、世界で最も複雑で奥深いシングルモルトウイスキーの実現のための最初のステップとして、100%アイルランド産大麦とテロワールを表現する「Single Farm Origin (SFO)」というシリーズに続いて、100%自然派シングルモルトウイスキーを表現する「The Arcadian」シリーズでオーガニック(有機)ウイスキーをリリースしています。

ウォーターフォード蒸留所のウイスキーができるまで
~製造工程~
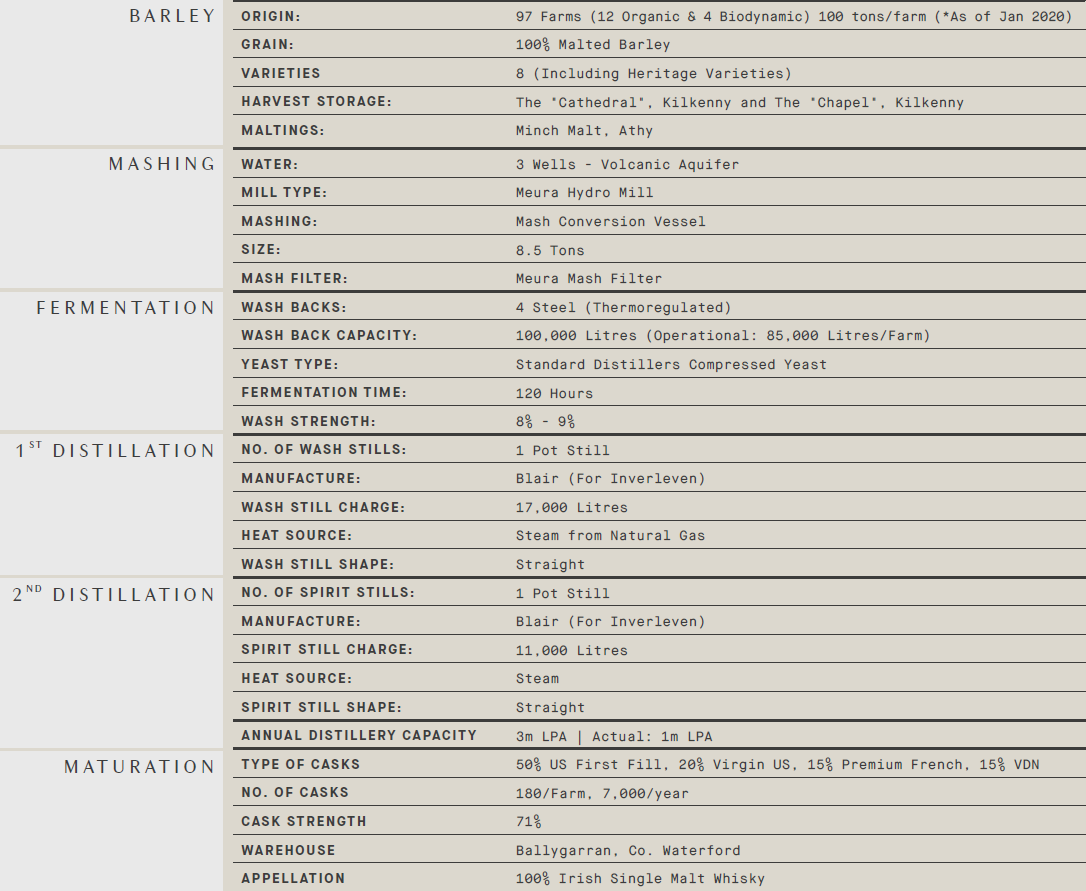
ウォーターフォード蒸留所の全ての工程-大麦の製造、発酵、蒸留、熟成、ボトリングに至るまで全ての工程は全てが追跡され、データとして開示されています。このセクションでは、各製造工程を順番にご紹介いたします。

【原材料の製造】
現在97の農場から、1農場あたり100トン、個々の農場で作られた単一種の100%アイルランド産の大麦を使用しています。大麦の成長は、発芽、茎や葉の成長、新しい茎の出現・伸長、穂の出芽、開花、成熟といくつかの段階に分けることができ、成熟するまでの合計時間は、品種、場所、植え付け日によって異なります。収穫後は倉庫へ輸送しますが、輸送後には、105t(1農場あたり)を90tまで乾燥させ、キルケニーのカセドラルと呼ばれる倉庫で単一農場、単一品種ごとに一括保管しています。大麦は収穫後、一定期間は発芽しない休眠期間(ドーマンシー)があると知られており、倉庫でドーマンシーを経た後は、ミンチモルト社で製麦工程―浸漬・発芽・乾燥が行われます。90tのバーレイは、この過程で75tのモルトに変わります。

【糖化】
糖化には用いる仕込み水ですが、火山の帯水層から井戸で3か所から引いた水を用いています。モルトの粉砕後、マッシュフィルターを利用して麦汁の採取を行います。マッシュフィルターを利用することで、麦汁の収量が大きくなることはもちろん、作業時間の短縮、よりクリアな糖液:ウォートを取りだすことができ、さらには、よりグラッシーなアロマを取り出すことができます。 ミル:Meura Hydro Mill マッシング:Meura hydro mill(8.5t) マッシュフィルター:Meura Mash Filter ※麦芽粉砕機の違いについて 外皮や大麦粉を適度な大きさに残さず粉砕した場合、麦汁をろ過する際に理想的な速度でろ過できず、糖化した糖分を十分に水に溶け込ませることができなくなるといわれています。 しかし、ウォーターフォード蒸留所が用いるマッシュフィルターを用いることで、外皮や大麦粉の役割は、フィルターが果たします。 一般に用いられるのはモルトミルと呼ばれる粉砕機です。1対のローラーが備わっており、一方のローラーはモーターで回転し、他方は自由回転が出来るフリーとなっている。そのため、麦芽を“適度”に粉砕することができます。ウォーターフォード蒸留所ではハイドロミルと呼ばれる粉砕機を用いており、水中で回転するミルにより、モルトミルより細かく(現在使われているミルでは最も細かく)粉砕することができる。マグネチックスターラーなどの撹拌機をイメージするといいかもしれません。

【発酵】
ステンレス製の容量10万リットルのウォッシュバックを4つ、一般的に広く用いられるディスティラリー酵母を使用し、22度~32度で120時間の長期発酵を行い、アルコール度数8~9%の発酵液:ウォッシュが作られます。現在1農場あたり8万5千リットルで運用しています。

【蒸留】
ウイスキー作りには必須の銅製の蒸留機をポットスチルと呼んでいます。ウォーターフォード蒸留所で用いている蒸留機はもともとインヴァーリーブン蒸留所で使用されてきたもので、それを移設し使用してます。ウォーターフォード蒸留所における蒸留工程では、初留、再留と1つずつポットスチルを用いて、2回のバッチ蒸留を行います。非常に緩やかに行われ、71%の留液:ハートが取り出されます。
1st:17000L、天然ガスによる蒸気熱、ストレートタイプ、8時間
2nd:11000L、天然ガスによる蒸気熱、ストレートタイプ、5.5時間
年間生産量:最大300万LPA、実際は100万LPA=200万リットル
2回目の蒸留は3段階に分けて行われます。温度をかけはじめて、ヘッドと呼ばれる1段階目、85度の温度で出てくる液体は、悪臭や毒性を呈するものを含んでおり、熟成には使いません。ヘッドは30分ほどで終了し、150リットルが取り出されます。ミドルカットと呼ばれる2段階目、ここは温度が87度前後のラインです。温度が87度に近づくと、1段階目で香る悪臭はだんだんとなくなります。ウォーターフォード蒸留所では、慎重に蒸留を行っているため、完全に良い香りと呼べるようになるまで待ちます。滑らかで柔らかい香りの液体が出始めて30分間の間に出る奇跡的な液体は、青みがかった色合いで、フルーティです。5時間かけて2250リットルの液体が回収されます。香りが良く、品質的に高いものがとられた後、アルコール度数は徐々に低下していきます。流れ出てくる液体のアルコール度数が66%まで下がった時点で、テールと呼ばれる蒸留の最終段階へ移行します。この液体は望ましくない品質で、黴臭く、段ボールのような臭いがします。従って、これ以降に出てくる液体は、カットされます。

【熟成】
71%で樽に詰められ、タラモアの海辺で潮風が庫内に吹き抜けるバリーギャランのウェアハウスで保管され、リリースされる全てはパラタイズ式で熟成されます。現在、1農場あたり180樽、年間7000樽を生産しています。
Cask types:50% US 1st fill,20% US Virgin,15% French Premium,15% VDN
スプリングバンク同様、潮風吹き抜ける場所での熟成ですが、2.6倍の生産量を誇ります。また、ローカルバーレイでおなじみのキルホーマンの20倍です。ウォーターフォードの樽構成比率15%を占め、VDNに分類されるボトルが写真のものです。右はVDNを寝かせるための樽で、真ん中の木材が赤色なことが特徴ですね。VDNは、発酵中にアルコールを添加した甘口酒精強化ワインでマディラやシェリーのフランス版です。発酵途中にアルコールを添加したため、糖分が残っているものが多いようです。実際に飲んでみましたが、想像よりも甘すぎることなく、むしろ適度な甘味で、香味にはドライフルーツを感じられて食中食後酒として愉しめるお酒だと感じました。

【瓶詰】
熟成工程が完了後、ウォーターフォード市内のサードパーティ企業にて瓶詰されます。 ウォーターフォードといえばウォーターフォードクリスタルが有名ですが、ボトルはイギリスのシュトルツル・フラコナージュ(Stoelzle Flaconnage)という会社で、ウォーターフォード蒸留所の特徴的な青いボトルが製造されています。シュトルツル・フラコナージュ自体はウォーターフォード蒸留所とは別の会社で、フラコナージュはフランス語でガラス瓶製造者を指すそうです。

受賞・評価
WHISKY MAGAZINE ICONS OF WHISKY
Brand Innovator of the year 2021
IRELAND Distiller of the year 2021
IRELAND Brand Innovator of the year 2021
IRELAND Distiller of the year 2020
IRELAND Best Brand Innovator of the year 2020
San Francisco World Spirits Competition
BEST IRISH WHIEKEY & BEST IRISH SINGLE MALT – Hook Head 1.1
DOUBLE GOLD MEDAL – Hook Head 1.1
DOUBLE GOLD MEDAL – Dunmore 1.2
GOLD MEDAL – Dunbell 1.2
GOLD MEDAL – Organic Gaia 1.1
SILVER MEDAL – Lakefield 1.1
ウイスキーについて
大麦(モルト)を始めとした穀物を原料として、お酒の中でも濃く、そして最も幅広い香りや味わいを感じられると言われるウイスキー。もともとは地酒として親しまれていたスコッチウイスキーも今や人気を博しており、日本で造られている角や響、竹鶴やイチローズモルトなど国産のジャパニーズウイスキーは現在、世界中で広く親しまれています。スコットランドや日本以外にも世界最古のウイスキー生産地と呼ばれるアイルランドや、新たにウイスキーが作られ始めた台湾やイングランドなど生産される蒸留所の数だけでも2000に達すると言われており、風土や造り手の誇りとこだわりが多様性を生み出し、ユーザーの皆様に常に驚きの体験をもたらし続けています。また、ソーダやジンジャーエールで割ったり、リキュールと合わせてカクテルに用いられたり、最近では料理やおつまみと合わせたりするなどでも広がりを魅せています。